




Moving from hazardous substances to protect human health and the environment is inevitable, but it has been postponed due to chemical and technical issues.
 Lukasz WojtasThe pressure to introduce new solutions is mainly related to the US Department of Labor requirements and the European Union's REACH regulation. For REACH regulation, there are three key lists that companies operating within the EU need to be aware of to ensure compliance: the Candidate List of Substances of Very High Concern (SVHC), the Authorization List (Annex XIV), and the Restriction List (Annex XVII).
Lukasz WojtasThe pressure to introduce new solutions is mainly related to the US Department of Labor requirements and the European Union's REACH regulation. For REACH regulation, there are three key lists that companies operating within the EU need to be aware of to ensure compliance: the Candidate List of Substances of Very High Concern (SVHC), the Authorization List (Annex XIV), and the Restriction List (Annex XVII).
Novel hexavalent-chromium-free sacrificial aluminum ceramic coatings are a huge challenge for coating application companies. Customers require that these coatings have the same properties and quality as the coatings used so far. The problem is not only finding appropriate chemical mixtures but also changes in application processes, requiring a different approach of the whole production chain.
Focus on Sacrificial Aluminum-Ceramic Coatings
 Figure 1: Sacrificial aluminum-ceramic coating with pigmented top coat on compressor airfoils for an various types of industrial gas turbine. Airfoils coated by MW Coatings Hub.This topic is vast and covers a huge range from coatings containing PTFE, formaldehyde, strontium chromate to coatings containing chromium VI, so we will only focus on sacrificial aluminum-ceramic coatings used in the cold section of gas turbines (aero-engines and IGT), whose problem is hexavalent chromium.
Figure 1: Sacrificial aluminum-ceramic coating with pigmented top coat on compressor airfoils for an various types of industrial gas turbine. Airfoils coated by MW Coatings Hub.This topic is vast and covers a huge range from coatings containing PTFE, formaldehyde, strontium chromate to coatings containing chromium VI, so we will only focus on sacrificial aluminum-ceramic coatings used in the cold section of gas turbines (aero-engines and IGT), whose problem is hexavalent chromium.
Many coating manufacturers have moved beyond successful laboratory testing to selling these coatings to application plants, e.g., Alseal 5KST from Coating For Industry (CFI). This was met with high market hopes for a transition to "green" coatings that would not be subject to costly restrictions. Let us remind you that the application of carcinogenic coatings is related to the high supervision costs of these substances, such as controlling personnel exposure, ventilation efficiency, and expensive waste disposal.
This is also related to restrictions on using these substances by the REACH regulation. The market's hopes were quickly verified by problems in applying new coatings and their final quality. Companies applying these coatings quickly encountered problems related to adhesion, thickness and roughness. New types of coatings are more demanding in application and often minor changes in the process recommended by the coating manufacturer are not enough to reach the correct quality. Coating manufacturer recommendations are often insufficient due to problems that appear during standard production but are not visible during the test phase because only small samples are tested in laboratory conditions. The large size of the part and the large number of parts in the production batch significantly affect the increased number of coating defects other than in the laboratory phase.
Tight Tolerance of Humidity and Temperature Level
 Figure 2: Paint booth operation system at MW Coatings Hub.Coatings without chromium 6 are more sensitive to ambient conditions (humidity and temperature in the paint booth), the type of equipment used for application, the diameter of the spray gun nozzle and many other factors that can affect the final quality of the coating. A key factor in the process seems to be the tight tolerance of humidity and temperature level, which older paint booths cannot meet, because they often can control only the temperature parameter.
Figure 2: Paint booth operation system at MW Coatings Hub.Coatings without chromium 6 are more sensitive to ambient conditions (humidity and temperature in the paint booth), the type of equipment used for application, the diameter of the spray gun nozzle and many other factors that can affect the final quality of the coating. A key factor in the process seems to be the tight tolerance of humidity and temperature level, which older paint booths cannot meet, because they often can control only the temperature parameter.
The paint booth condition control system used in the MW Coatings Hub, as shown in Fig. 2, can precisely monitor the temperature and humidity of the air flow and can maintain working conditions within tight tolerances. Achieving the required roughness is a major challenge and is very important for the gas turbine efficiency. The strict requirements for the roughness of turbine parts through which the gas flows are related not only to the system's efficiency, but also to avoid other coating imperfections, which may be the source of future corrosion. Achieving the required roughness on large parts and parts with complicated shapes is a major challenge, especially when the humidity in the paint booth is too low, the paint dries on the parts too fast, and paint dust sticks to dry painted surfaces.
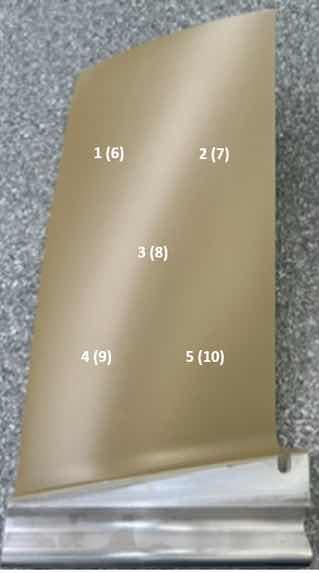
 Figure 3: Airfoils coated with Alseal 5KST by MW Coatings Hub.
Figure 3: Airfoils coated with Alseal 5KST by MW Coatings Hub.
Painters in such moments try to solve this problem by adding another layer in the areas where the dust has stuck. However, this can often cause problems in too thick coating, paint runs/sagging, and consequently possible cracks after curing, which can cause dangerous chipping during turbine run.
Figure 3 shows the turbine airfoils painted simultaneously, in the same ambient conditions. Both parts meet the Rz roughness requirements of one customer, however, the roughness on the larger blade slightly exceeds the Ra requirements of another customer, this shows that the roughness depends not only on the coating itself, but also on the many other factors. The larger and more complex parts, the more difficult it is to coat all surfaces with the same quality.
Analysis of Roughness Requirements
Analysis of roughness requirements of various IGT customers showed gaps, the power generation industry often does not provide detailed roughness measurement requirements. Opposite to the gas turbines requirements used in the aerospace industry, the power generation often provides only the Rz or Ra requirement, without information about measurement parameters like cut-off, traverse length (It) and stylus tip diameter, which can cause significant differences that can reach more than 50% of the final result. This can be seen in the roughness measurements taken on the larger blade from Fig. 3, measured with different parameters shown in Table 1.
International standards strictly define the mathematical definition of surface roughness parameters. However, getting the “correct” result depends critically on the selection of several parameters that the metrologist can set.
Table 1. Roughness On The Sample Blade
| Measuring Points | Rz [mm] Cut-off 0;25mm It 1;5mm | Rz [mm] Cut-off 0;8mm It 1;4mm |
| Convex 1 | 3;13 | 6;17 |
| Convex 2 | 2;87 | 4;82 |
| Convex 3 | 3;01 | 4;66 |
| Convex 4 | 2;97 | 5;07 |
| Convex 5 | 3;12 | 6;52 |
| Concave 6 | 2;63 | 6;36 |
| Concave 7 | 2;67 | 4;55 |
| Concave 8 | 3;29 | 4;68 |
| Concave 9 | 2;76 | 5;06 |
| Concave 10 | 3;01 | 4;99 |
| avr. 2;95 | avr. 5;28 | |
| Measuring Points | Ra [mm] Cut-off 0;25mm It 1;5mm | Ra [mm] Cut-off 0;8mm It 1;4mm |
| Convex 1 | 0;51 | 1;01 |
| Convex 2 | 0;53 | 0;84 |
| Convex 3 | 0;54 | 0;81 |
| Convex 4 | 0;51 | 0;72 |
| Convex 5 | 0;49 | 1;28 |
| Concave 6 | 0;52 | 0;82 |
| Concave 7 | 0;47 | 0;78 |
| Concave 8 | 0;56 | 0;76 |
| Concave 9 | 0;43 | 0;8 |
| Concave 10 | 0;51 | 0;73 |
| avr. 0;51 | avr. 0;85 |
Conclusion
 Measuring Points from Table 1.The above examples show that transitioning to coatings that are safer for workers and the environment is a challenge not only for their manufacturers but also for the spray shops. Switching to "green" coatings requires a chemical change in the composition and application process, even if this is not visible in the laboratory testing phase.
Measuring Points from Table 1.The above examples show that transitioning to coatings that are safer for workers and the environment is a challenge not only for their manufacturers but also for the spray shops. Switching to "green" coatings requires a chemical change in the composition and application process, even if this is not visible in the laboratory testing phase.
Awareness of occupational cancer risks is still not sufficiently developed. Considering the numerous factors that may cause the disease and the high degree of associated suffering, these important changes must be made and should not be blocked by the issue of higher costs of the "green" coatings production and application process.
Łukasz Wojtaś is Chief Operations Officer at MWC Hub, coating application shop for organic and inorganic coatings for the power gen and aerospace industry. Visit https://mwc-hub.com.
References
- European Chemicals Agency (ECHA), List of substances included in Annex XIV of REACH ("Authorisation List"), https://echa.europa.eu/authorisation-list
- European Chemicals Agency (ECHA), Substances Restricted under REACH, https://echa.europa.eu/substances-restricted-under-reach/-/dislist/details/0b0236e1807e2bc1
- McMordie, Development of a Novel Hexavalent-Chromium-Free Sacrificial Aluminum-Ceramic Paint, https://finishingandcoating.com/index.php/plating/1214-development-of-a-novel-hexavalent-chromium-free-sacrificial-aluminum-ceramic-paint
- US Dept. of Labor, Occupation Health and Safety Admin., 1910.1026 - Chromium (VI) https://www.osha.gov/laws-regs/regulations/standardnumber/1910/1910.1026
- European Agency for Safety and Health at Work, Chromium VI https://osha.europa.eu/en/themes/dangerous-substances/practical-tools-dangerous-substances/chromium-vi
- L. Lißner, K. Kuhl, T. Kauppinen, S. Uuksulainen, Exposure to carcinogens and work-related cancer: A review of assessment methods, European Risk Observatory Report, Luxembourg: Publications Office of the European Union, 2014





























